
Металлоформы ПАГ и оборудование для изготовления дорожных плит ПАГ
Металлоформы ПАГ для производства дорожных плит

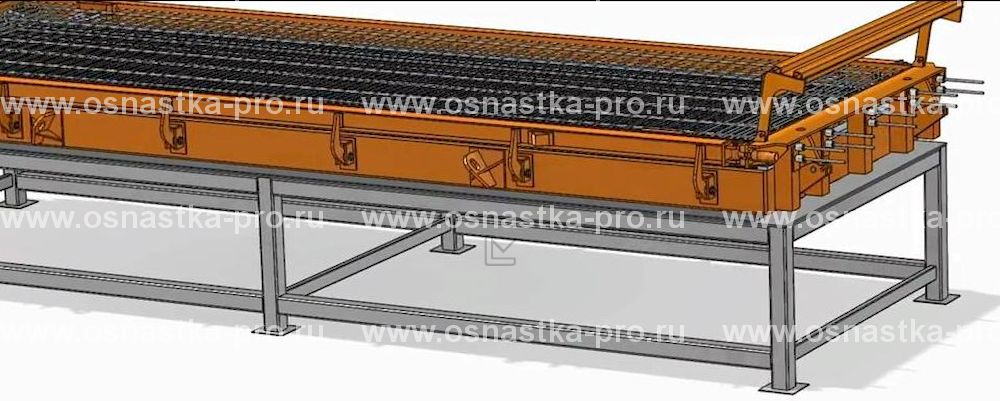
Устройство металлоформы ПАГ
На силовой поддон (профильная труба 300х200, стенка 8мм) установлен формующий рифленый лист толщиной 8мм
По периметру поддона сделана фаска с углом 45 градусов для защиты кромок готового изделия от скалывания

С торца поддона установлены упоры для натяжения арматурных стержней (квадрат 100мм)
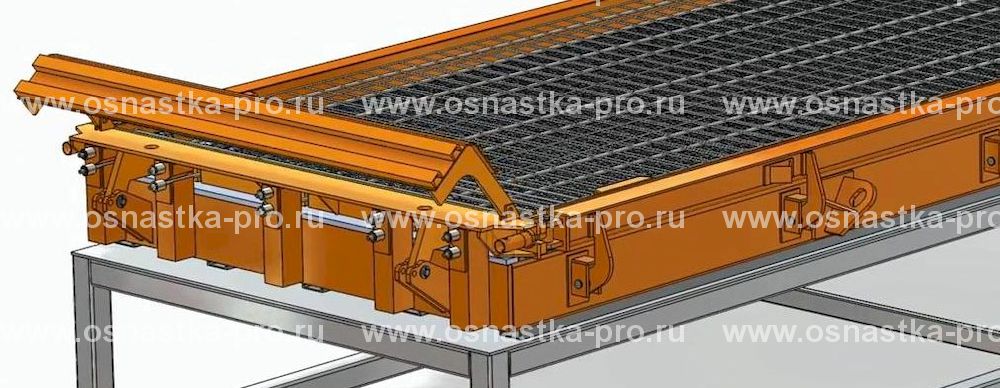
Продольные и торцевые борта (лист 12 мм), усилены коробом (из листа 8 и 5мм)
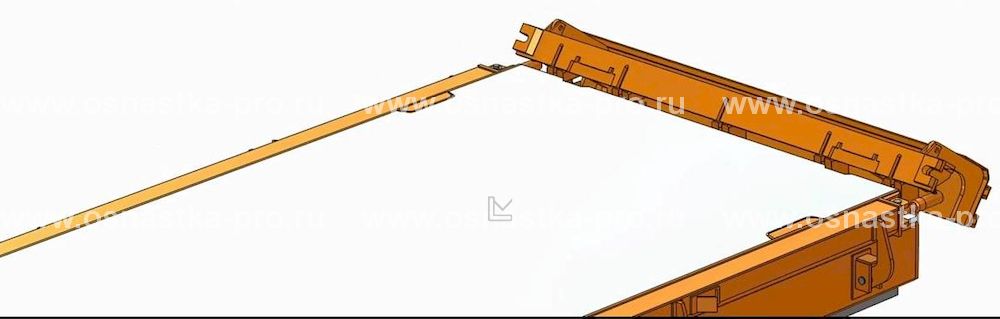
Борта на шарнирах закреплены на силовом поддоне. На продольные борта установлены потайные коробки для транспортных ушей
На торцевые борта установлены потайные коробки для монтажно-стыковых
Преимущества металлоформ ПАГ-14, ПАГ-18, ПАГ-20
- Высота рифа от 1,6 до 2,0 мм
- Состыкован рисунок ромба на листах
- Герметичное прилегание бортов за счет механической обработки
Металлоформы для дорожных плит ПАГ (ГОСТ 25912.0-91)
| 1 | Металлоформа ПАГ-14 (6х2) (1 изделие) | 760000 |
| 2 | Металлоформа ПАГ-18 (6х2) (1 изделие) | 863000 |
| 3 | Металлоформа ПАГ-20 (6х2) (1 изделие) | 1108000 |



Порядок заливки металлоформы ПАГ для дорожных плит
Первый этап
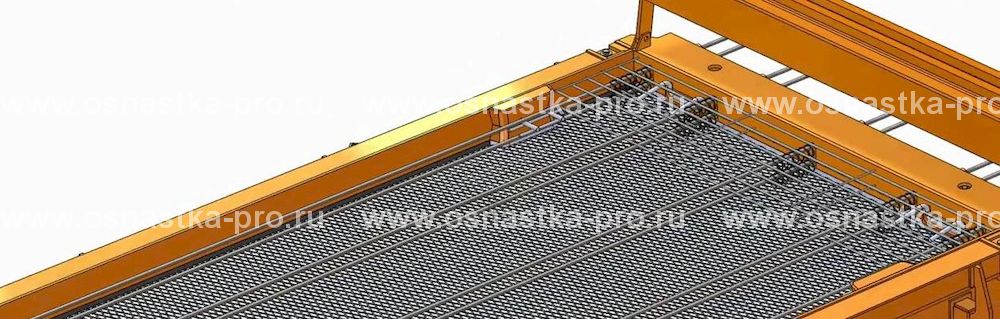
Установка монтажно-стыковых изделий — установка сетки арматурной и напрягаемой продольной арматуры
Установка сетки С-1 — 4 штуки, установка сетки С-2 — 2 штуки, установка напрягаемой продольной арматуры Д12 АТ800 с установленными компенсационными пружинами






Второй этап
Натяжка напрягаемой арматуры, контроль натяжения
С помощью гидравлического домкрата ДНА-14 производится натяжка напрягаемой арматуры с усилием для АТ800 -700МПа (7200кгс/кв.см)
Контроль натяжения проверяется прибором ИНК-2.4





Третий этап
а) бетонирование плиты (используется тяжелый бетон М30(М400) б) Тепловая обработка






Четвертый этап
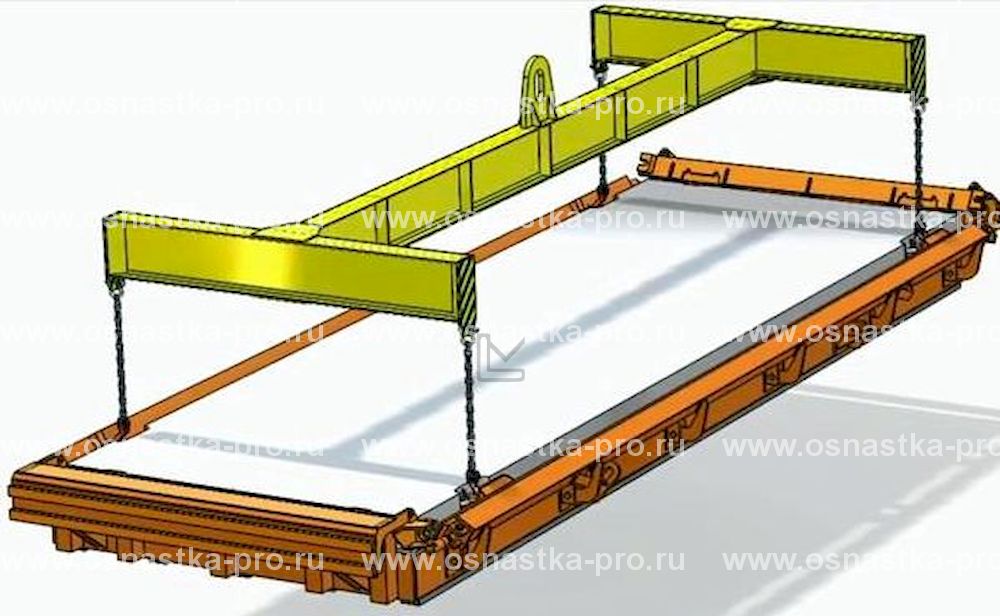
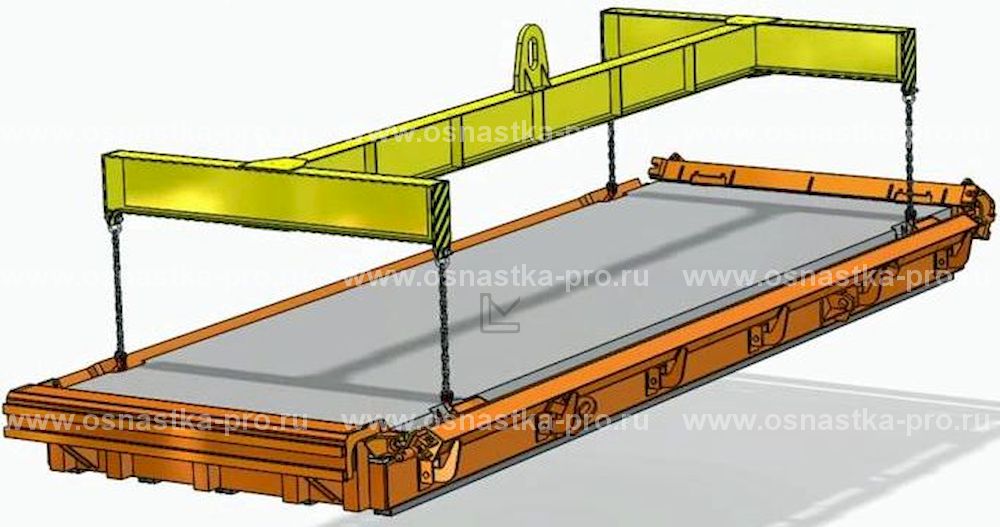
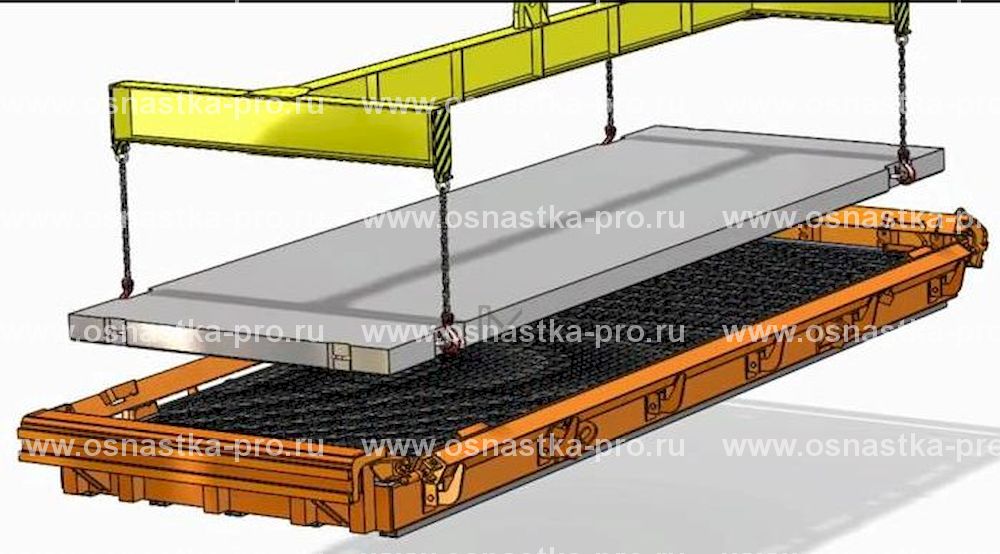
Извлечение из металлоформы готового изделия с помощью траверсы

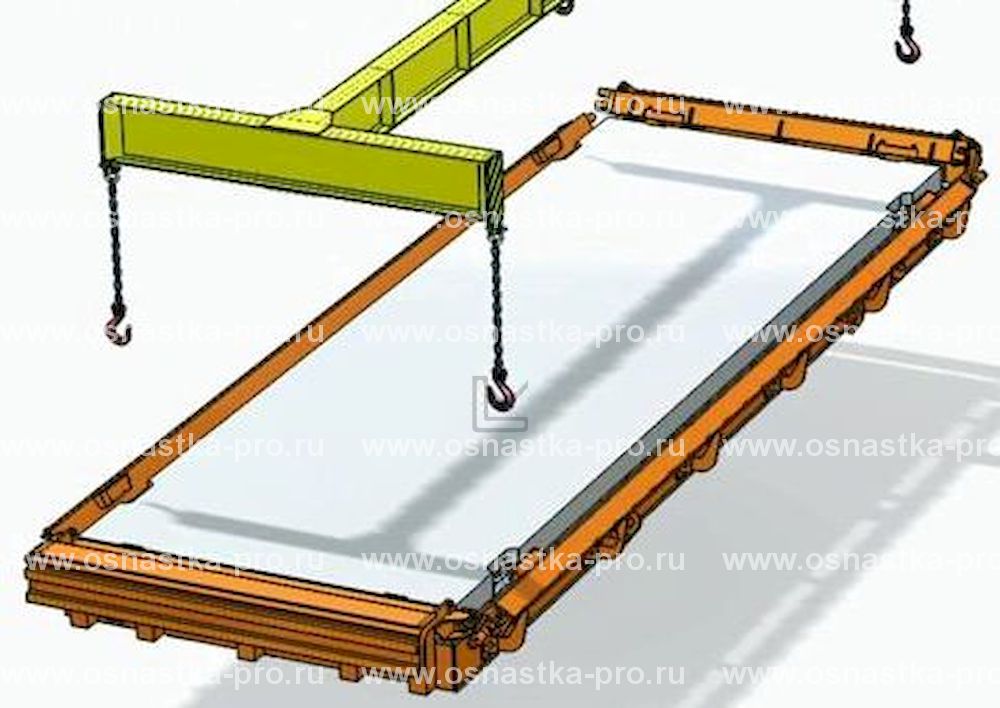




Заявку на форму ПАГ можно отправить здесь или на эл. почту